0510-88888016
0510-88888016

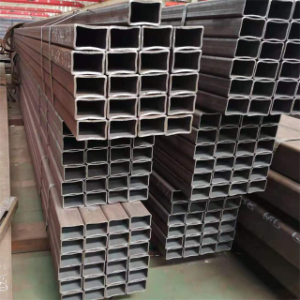
方管的生產工藝流程無縫鋼管的無縫拼接化關鍵是根據漲力減徑來進行的 漲力減徑全過程是中空對接焊縫不帶芯軸的不斷冷軋系統進程。 在確保母管電焊焊接品質的標準下, 焊接鋼管漲力減徑加工工藝是將焊接鋼管總體加溫到950攝氏左右, 再經過漲力減徑機(漲力減徑機現有24道次)冷軋成各種各樣直徑與壁厚的制成品管, 選用此加工工藝所生產制造的熱軋鋼管與一般的高頻焊管有本質的區別, 根據熱處理爐加溫后其焊接與孕媽的合金成分和物理性能能夠抵達詳細一致除此之外 , 根據多道次的漲力減徑機冷軋和積極掌權促使無縫鋼管的規格精密度特別是在是管身圓度和壁厚精密度) 好于類似方管。全球比較發達之族生產制造的流體管,鍋爐管中已大量采用焊接鋼管無縫拼接化加工工藝,伴隨著社會發展的發展趨勢,中國熱扎焊接鋼管逐漸替代方管的形勢早已產生。
方管分熱扎和冷扎(撥)方管 兩大類。 熱扎方管分一般無縫鋼管,低、高壓加熱爐無縫鋼管,高壓鍋爐無縫鋼管、合金鋼管、不銹鋼鋼管、石油裂化管、地質學無縫鋼管和其他無縫鋼管等。熱扎,望文生義,軋件的溫度高,因此形變抗力小,能夠進行大的形變量。以厚鋼板的冷軋為例,一般軋鋼坯薄厚在230mm上下,而通過粗軋和精扎,末尾薄厚為1——20mm。一起,由于厚鋼板的厚道比小,限度精密度要求相對性低,不易展現板型難題,以操縱凸度主導。有關分配有要求的,一般歷經控軋控冷來進行,即操縱精扎的開軋溫度、終軋溫度和彎折溫度來操縱熱軋帶鋼的外部經濟分配和機械設備作用。
固話一:0510-88888016 賀部長(賀懷喜)主管 固話二:0510-88888017 孫經理 業務經理 固話三:0510-83076068 賀慶鎮 業務經理
固話四:0510-83076658 姜園園 業務經理 固話五:0510-83079993 高經理 固話六:0510-83079994 季經理 傳真:0510-83079997 自動接收
手機: 189 0152 2222 總經理 手機:132 1875 9999 副總 手機:133 3878 6068 賀部長 ( 廠長) 手機:133 8220 6068 孫經理 (倉庫)
手機: 133 7366 1878 高經理 (開單處) 上網洽談工具:QQ 473334606 郵箱:473334606@qq.com
地址:無錫市惠山區--錢橋鎮工業區--(南西漳工業園)運河西路2號倉庫
Copyright © 2018 無錫快發鋼管制造有限公司 版權所有
熱門標簽:冷軋方管 (64)無錫方管 (40)無錫方管生產廠家 (38)無錫方管廠家 (36)無錫方管廠 (36)規格 (33)小口徑方管 (32)菱形花紋管 (30)方管 (29)光亮方管 (28) 更多