0510-88888016
0510-88888016

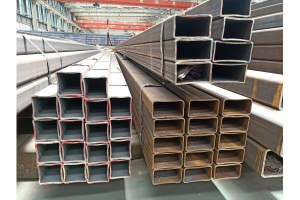
汽車高強方管是汽車制造中用于承載關鍵結構載荷的專用管材,結合了高強度鋼材的力學性能與方管結構的幾何優勢,廣泛應用于車身框架、底盤、防撞梁等部位。以下從材料特性、生產工藝、應用場景、性能標準及選型要點等方面進行詳細解析:


一、材料特性與核心優勢
高強度鋼材基材
DP鋼(雙相鋼):抗拉強度500-1200MPa,延伸率10%-25%,用于需要高強度和良好成型性的部位(如A柱、B柱)。
TRIP鋼(相變誘導塑性鋼):抗拉強度800-1100MPa,延伸率20%-30%,適用于復雜變形結構(如底盤橫梁)。
硼鋼(22MnB5):抗拉強度1300-1600MPa,熱成型后強度可達1500MPa以上,用于防撞梁、車門防撞桿等安全件。
典型牌號:
性能對比:
| 材料類型 | 抗拉強度(MPa) | 延伸率(%) | 典型應用 |
|---|---|---|---|
| 普通低碳鋼 | 300-450 | 25-35 | 非承載結構(如內飾支架) |
| DP鋼 | 500-1200 | 10-25 | 車身側圍、門檻梁 |
| 硼鋼 | 1300-1600 | 5-10 | 防撞梁、A柱加強件 |
方管結構優勢
抗彎剛度高:相同截面積下,方管比圓管抗彎剛度提升約15%-20%。
空間利用率優:方形截面便于與車身其他部件連接(如螺栓、焊接),減少裝配誤差。
輕量化潛力大:通過高強鋼替代普通鋼,可減重20%-30%,同時滿足碰撞安全要求。
二、生產工藝流程
原料選擇
冷軋板:用于DP鋼、TRIP鋼等需冷成型的材料。
熱軋板:用于硼鋼等需熱成型的材料,表面需進行拋丸處理以去除氧化皮。
鋼板規格:厚度1.2-6.0mm,寬度根據方管邊長定制(通常比邊長大20-50mm)。
表面處理:
成型工藝
工藝流程:鋼板加熱至900-950℃→奧氏體化→模具內快速成型(3-5秒)→淬火冷卻(速度≥27℃/s)。
優勢:成型后零件強度提升3-5倍,且回彈量極小(≤0.5mm)。
適用材料:DP鋼、TRIP鋼等低強度或中強度鋼。
工藝流程:開卷→校平→輥彎成型→高頻焊接→定尺切割。
關鍵參數:
輥輪設計:需根據材料回彈量調整輥輪間隙(通常比理論值小0.1-0.3mm)。
焊接速度:與鋼板厚度相關(如2.0mm鋼板焊接速度約15-20m/min)。
冷彎成型:
熱成型工藝(針對硼鋼):
后處理
電泳涂層:厚度20-30μm,耐鹽霧試驗≥720小時。
鋅鎳合金鍍層:用于底盤部件,耐腐蝕性比純鋅鍍層提升2-3倍。
熱處理:對DP鋼、TRIP鋼進行退火處理(溫度600-700℃),消除成型應力,改善塑性。
表面防護:
固話一:0510-88888016 賀部長(賀懷喜)主管 固話二:0510-88888017 孫經理 業務經理 固話三:0510-83076068 賀慶鎮 業務經理
固話四:0510-83076658 姜園園 業務經理 固話五:0510-83079993 高經理 固話六:0510-83079994 季經理 傳真:0510-83079997 自動接收
手機: 189 0152 2222 總經理 手機:132 1875 9999 副總 手機:133 3878 6068 賀部長 ( 廠長) 手機:133 8220 6068 孫經理 (倉庫)
手機: 133 7366 1878 高經理 (開單處) 上網洽談工具:QQ 473334606 郵箱:473334606@qq.com
地址:無錫市惠山區--錢橋鎮工業區--(南西漳工業園)運河西路2號倉庫
Copyright © 2018 無錫快發鋼管制造有限公司 版權所有
熱門標簽:冷軋方管 (64)無錫方管 (40)無錫方管生產廠家 (38)無錫方管廠家 (36)無錫方管廠 (36)規格 (33)小口徑方管 (32)菱形花紋管 (30)方管 (29)光亮方管 (28) 更多