0510-88888016
0510-88888016

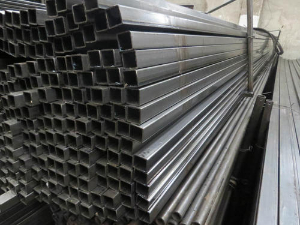
小口徑焊管成型工藝全解析
小口徑焊管(外徑≤114.3mm,壁厚≤4mm)廣泛應用于汽車、家具、流體輸送等領域,其成型工藝直接影響產品質量、成本和效率。以下從工藝類型、關鍵流程、設備與參數、質量控制及優化方向展開分析。

一、小口徑焊管主流成型工藝
1. 高頻焊接(ERW)工藝
原理:通過高頻電流(300-500kHz)使帶鋼邊緣快速加熱至熔融狀態,在擠壓輥作用下形成焊縫。
特點:
優勢:生產效率高(單班產能50-80噸)、焊縫質量好(抗拉強度≥母材95%)、成本低(比無縫管低30%-40%)。
局限:壁厚≥4mm時需增加中頻預熱,設備投資較高。
2. 激光焊接工藝
原理:高能量密度激光束(10?-10? W/cm2)聚焦于帶鋼邊緣,實現深熔焊接。
特點:
優勢:焊縫窄(≤0.5mm)、熱影響區小(≤0.2mm)、可焊接高強鋼(如DP780)。
局限:設備成本高(是高頻焊機的5-8倍)、生產效率低(單班產能≤15噸)。
3. 埋弧焊接工藝
原理:焊絲與帶鋼邊緣在焊劑覆蓋下熔化形成焊縫,適用于大口徑(≥219mm)或厚壁管。
特點:
局限:在小口徑焊管中應用較少,因焊劑殘留易導致內壁腐蝕。
工藝對比表
| 工藝 | 生產效率 | 焊縫質量 | 設備成本 | 適用壁厚 | 典型應用 |
|---|---|---|---|---|---|
| 高頻焊接 | 高(50-80噸/班) | 優(抗拉≥95%母材) | 中(約500萬元) | 0.8-4.0mm | 汽車排氣管、家具管 |
| 激光焊接 | 低(≤15噸/班) | 極優(無氣孔) | 高(約3000萬元) | 0.5-2.5mm | 醫療器械、航空航天管 |
| 埋弧焊接 | 低(≤20噸/班) | 良(需后處理) | 高(約800萬元) | ≥3.0mm | 結構用管(非小口徑) |
二、高頻焊接工藝核心流程
1. 原料準備
帶鋼材質:Q195、Q235B、304不銹鋼等,厚度公差±0.02mm。
開卷矯平:消除帶鋼內應力,平直度≤1mm/m。
2. 成型工序
輥壓成型:通過多組軋輥將帶鋼逐步彎曲成管坯,關鍵參數:
軋輥數量:12-18組(根據管徑調整)。
成型速度:60-120m/min(與焊接速度匹配)。
擠壓輥:焊縫處施加壓力(50-200kN),確保焊縫熔合。
3. 焊接與后處理
高頻感應加熱:
頻率:300-500kHz(小口徑管常用400kHz)。
功率:100-300kW(根據壁厚調整)。
焊縫去毛刺:采用刮刀或砂輪去除內外毛刺,毛刺高度≤0.1mm。
定徑矯直:通過6-8組定徑輥控制外徑公差±0.05mm,矯直后彎曲度≤1mm/m。
4. 檢測與切割
在線檢測:渦流探傷(檢測焊縫缺陷)、超聲波測厚(壁厚均勻性)。
定尺切割:飛鋸切割,長度公差±1mm。
三、關鍵設備與參數控制
1. 高頻焊機
類型:固態高頻焊機(IGBT模塊,效率≥90%)。
參數:
阻抗匹配:確保焊接電流穩定(波動≤5%)。
感應器設計:采用“V”型或“U”型感應器,適應不同管徑。
2. 軋輥組
材質:Cr12MoV(硬度HRC58-62)。
設計原則:
入口段:大輥徑、小壓下量,避免帶鋼邊緣撕裂。
成型段:輥徑逐步減小,壓下量遞增,確保管坯圓度。
3. 擠壓輥
壓力控制:
液壓系統:比例閥控制壓力,響應時間≤0.1s。
壓力范圍:50-200kN(根據壁厚和材質調整)。
四、質量控制要點
1. 焊縫缺陷與預防
| 缺陷類型 | 原因 | 預防措施 |
|---|---|---|
| 未熔合 | 焊接電流不足或擠壓壓力小 | 增加功率至150-200kW,提高壓力至100kN |
| 過燒 | 加熱時間過長或功率過高 | 降低功率至120kW,縮短感應器長度 |
| 氣孔 | 焊接區氧化或保護氣體不足 | 增加氮氣保護(流量≥20L/min) |
2. 尺寸精度控制
外徑公差:±0.05mm(通過定徑輥調整)。
壁厚均勻性:≤±0.03mm(控制帶鋼厚度公差和軋輥壓下量)。
3. 力學性能檢測
拉伸試驗:焊縫抗拉強度≥母材95%。
彎曲試驗:焊縫180°彎曲無裂紋(試樣直徑=4倍管徑)。
五、工藝優化方向
1. 高效化
飛焊技術:在焊接過程中同步切割,減少停機時間(效率提升15%-20%)。
多線生產:單臺機組同時生產2-3種規格,降低單位成本。
2. 智能化
AI焊縫監測:通過攝像頭和深度學習算法實時識別焊縫缺陷(準確率≥98%)。
自適應控制:根據帶鋼材質和厚度自動調整焊接參數(響應時間≤0.5s)。
3. 綠色化
余熱回收:利用焊接余熱預熱帶鋼,節能20%-30%。
低塵工藝:采用水基潤滑劑替代油基,減少VOCs排放。
六、總結與推薦
核心結論:
高頻焊接是小口徑焊管的主流工藝,兼顧效率、質量和成本。
激光焊接適用于高精度、高附加值產品(如醫療器械),但成本較高。
工藝優化需聚焦高效化、智能化和綠色化,以提升競爭力。
推薦方案:
普通用途(如家具管):高頻焊接+在線渦流探傷,成本低、效率高。
高精度需求(如汽車排氣管):高頻焊接+激光去毛刺+AI監測,確保焊縫質量。
高端市場(如航空航天):激光焊接+全流程自動化,滿足嚴苛標準。
風險提示:
避免盲目追求低成本而忽視焊縫質量(如未熔合會導致管體斷裂)。
定期維護軋輥和感應器,防止因磨損導致尺寸超差。
通過合理選擇工藝、嚴格參數控制和持續技術創新,小口徑焊管企業可顯著提升產品質量和市場競爭力。
固話一:0510-88888016 賀部長(賀懷喜)主管 固話二:0510-88888017 孫經理 業務經理 固話三:0510-83076068 賀慶鎮 業務經理
固話四:0510-83076658 姜園園 業務經理 固話五:0510-83079993 高經理 固話六:0510-83079994 季經理 傳真:0510-83079997 自動接收
手機: 189 0152 2222 總經理 手機:132 1875 9999 副總 手機:133 3878 6068 賀部長 ( 廠長) 手機:133 8220 6068 孫經理 (倉庫)
手機: 133 7366 1878 高經理 (開單處) 上網洽談工具:QQ 473334606 郵箱:473334606@qq.com
地址:無錫市惠山區--錢橋鎮工業區--(南西漳工業園)運河西路2號倉庫
Copyright © 2018 無錫快發鋼管制造有限公司 版權所有
熱門標簽:冷軋方管 (64)無錫方管 (40)無錫方管生產廠家 (38)無錫方管廠家 (36)無錫方管廠 (36)規格 (33)小口徑方管 (32)菱形花紋管 (30)方管 (29)光亮方管 (28) 更多